Металлоподающие трубы (Металлопроводы)
")
Металлоподающие трубы (металлопроводы) SuperSN изготавливаются из нитрида кремния (Si3N4).
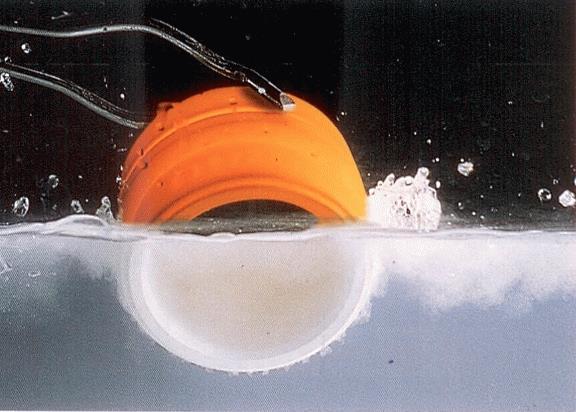
Нитрид кремния (Si3N4) обладает отличным сочетанием свойств. Микроструктура материала обеспечивает отличную устойчивость к тепловым ударам, а высокая ударная вязкость придает ему хорошее сопротивление ударным нагрузкам.

Металлоподающие трубы из нитрида кремния отличаются высокими механическими свойствами и коррозионостойкостью к составляющим флюсов, применяемым при обработке сплавов.
Свойства и преимущества:
- Несмачивается расплавами AI, Cu и Mg;
- Хорошая теплопроводность;
- Высокая прочность;
- Отличная устойчивость к тепловому удару;
- Низкая пористость;
- Очень хорошая устойчивость к расплавам алюминия и химическим веществам, используемым в литейном производстве.
- Срок службы в сплавах Al более 1 года.
.jpg)
Помимо металлоподающих труб предлагаем: защитные трубы к термопарам, импеллеры, защитные втулки, форсунки, металлорежущие пластины и инструменты, уплотнительные кольца, лотки металлотрактов.
Возможность изготовления по чертежам клиента.
По вопросам стоимости и подбора, керамических металлоподающих труб (металлопроводов) обращайтесь к специалистам нашей компании по тел. +7 (391) 285 81 18, 285 81 19 или оформите заявку на приобретение через форму обратной связи.
Металлоподающие трубы (Al2TiO5)
Титанат алюминия (Al2TiO5)- современный материал, обладающий множеством достоинств, в первую очередь низкой теплопроводностью и высокой стойкостью к термическим ударам - принципиально важными свойствами для конструкционных материалов, используемых при обработке и производстве цветных металлов.
Металлоподающие трубы это неметаллическими изделиями, изготовленными из обожженной керамики методом изостатического прессования. Металлоподающие трубы изготавливаются в форме полой трубы с фланцем.
Свойства и преимущества:
- Превосходная устойчивость к тепловому удару, благодаря высокой сопротивляемости тепловому удару компоненты из титаната алюминия могут контактировать с расплавленными металлами без предварительного подогрева.
- Несмачиваемость расплавами - предотвращает налипание металла и окислов, упрощает чистку и увеличивает период работы между чистками.

- Длительный срок службы, высокая сопротивляемость химическому воздействию цветных металлов увеличивает срок службы компонентов.
- Увеличивает эффективность вашего производства, одновременно улучшая качество продукта благодаря отсутствию продуктов окисления.
Потенциал титана алюминия не органичен только лишь металлоподающими трубами или форсунками (втулками) для литья алюминия под низким давлением. Его свойства делают его пригодным для плавления, транспортировки и смешивания (дозирования) всех цветных металлов. Спектр применения – от вертикальных литников, форсунок, колец и сборных затворов до изоляционных колец, чехлов для термопар и плит.
По вопросам стоимости и подбора, керамических металлоподающих труб (металлопроводов) обращайтесь к специалистам нашей компании по тел. +7 (391) 285 81 18, 285 81 19 или оформите заявку на приобретение через форму обратной связи.
Установка металлоподающих труб
(Подготовительные мероприятия перед эксплуатацией)
- Для обслуживания и сборки металлоподающих труб используйте подставки/приспособления для сборки, осмотра и предварительного прогрева.
- Металлоподающая труба может использоваться с дополнительным металлическим фланцем в зависимости от конструкции литейной машины. При сборке металлического фланца на металлоподающую трубу используйте демпферные кольца и прокладки, обеспечивающие плотное обжатие керамического фланца. В случае установки металлоподающей трубы без металлического фланца также используйте демпферные кольца и прокладки.
- Перед установкой металлоподающей трубы в печь литейной машины необходимо произвести предварительный разогрев трубы.
Разогрев необходимо проводить плавно, от комнатной температуры (20 °С) до температуры 450 – 500 °С равномерно по всей площади трубы.
Применение газовых горелок приведет к локальному (очаговому) перегреву и, как следствие, растрескиванию трубы с последующим выходом из строя.
Разогрев трубы можно проводить над посадочным местом в печи литейной машины или в специальной печи (находящейся в непосредственной близости от места установки)
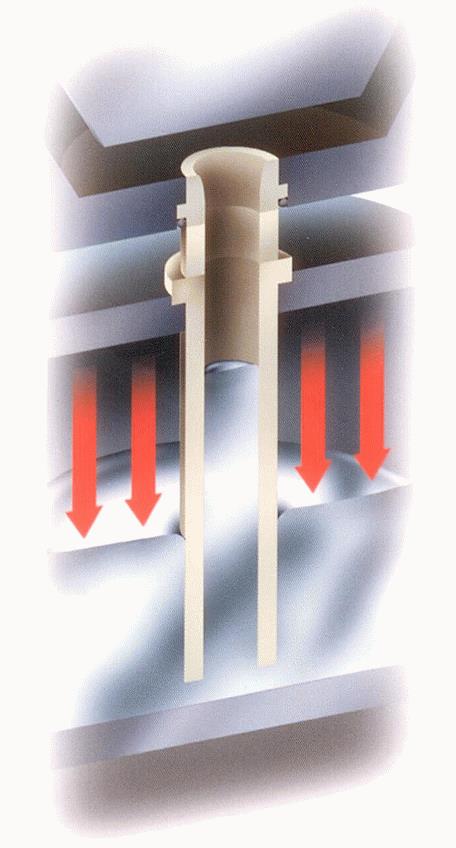
При разогреве металлоподающей трубы над печью литейной машины, разместите металлоподающую трубу на подставке над посадочным местом таким образом, что бы в печь опустилось не менее 1/2 длины трубы.
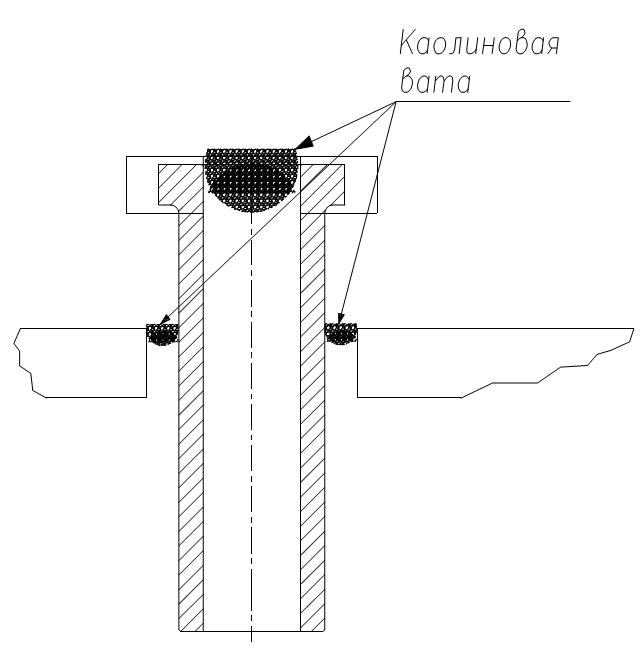
Для предотвращения потерь тепла и уменьшения времени прогрева необходимо «утеплить» внутреннее отверстие трубы, прикрыв несгораемым материалом (например, каолиновая вата) и таким же материалом прикрыть зазор между трубой и стенками посадочного места (рис. 1). Через 15 – 20 минут снять трубу с подставки и опустить на посадочное место. Общее время прогрева трубы 35-45 мин.
Рис. 1 «Утепление» металлоподающей трубы